




Zinnguss von Philipp Klostermann
- Einleitung
- Material und Werkzeuge
- Vorlagen
- Modellieren in Wachs
- Vorbereitung Wachsmodell
- Eingießen und Trocknen der Form
- Legieren und Schmelzen
- Der Guss
- Nachbearbeiten
Vorbereiten des Wachsmodells für die Form

Als erstes stellt man sicher, dass der Cocktailspieß nach vorne verjüngend zuläuft. Normalerweise reicht es, die Widerhaken-Spitze abzubrechen. Man formt ein Würstchen in Wachs, was sich an einem Ende lach verjüngt. auf das dickere Ende setzt man den Cocktailspieß so, dass er am Wachs hält.

Um eine stabile Verbindung zu schaffen, drückt man das dicke Ende am dünnem Ende des Cocktailspießes fest.

Dann sucht man sich am Objekt eine gute Stelle, wo der Eingusskanal sein soll. Am besten geeignet ist natürlich die Rückseite, wo man später den Eingusskanal gut entfernen kann. Dort klebt man die dünne Seite der Verbindung zum Cocktailspieß an und verstreicht sie etwas, damit sich die beiden Teile nicht trennen können. Das ist wichtig, denn Wachs ist leichter als Wasser oder füssiger Gips, und das Objekt könnte sich durch den Auftrieb ablösen, wenn man später den Gips einfüllt.
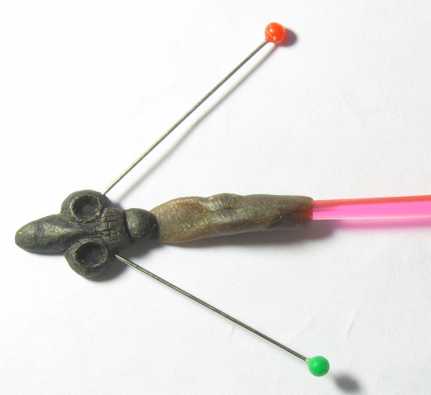
Die hier gezeigten Stecknadeln dienen dazu, im Gips Entlüftungskanäle zu hinterlassen. Sie werden nach dem Abbinden herausgezogen. Wo und wieviele Entlüftungskanäle plaziert werden, sollte gut überlegt werden. Wenn das Metall in die Form fließt, verdrängt es Luft, und die muss entweichen können. Durch den Eingusskanal kann sie nicht entweichen, denn dort fließt ja in dem Moment gerade das Metall herein.
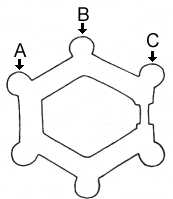
Wichtig ist auch, dass an all den Stellen Entlüftungkanäle sind, die nach oben geschlossene Holräume bilden. Dazu folgende Erklärung: Oben geschlossene Holräume sind Stellen, an denen das Metall beim Eingießen nach oben fließen muss. Betrachten wir die Abbildung, kommen dafür die Punkt A, B und C in Frage. Meistens nimmt man den höchsten Punkt für den Eingusskanal. Das muss nicht immer der Fall sein. Wenn z.B. an der höchsten Stelle eine besonders feine Struktur ist, nimmt man eine nahe gelegene andere Stelle für den Eingusskanal, die später leichter davor zu befreien ist.) Der höchste Punkt ist in Der Abbildung Punkt B. Angenommen, hier wird der Eingusskanal angebracht, so bilden die Punkte A und C oben geschlossene Holräume. Hier wären also die Entlüftungskanäle anzubringen.
Entlüftungskanäle sollten möglichst nach oben gehen, damit keine Metall aus ihnen herausfließen kann.

Um die Form zu gießen, braucht man ein leicht zerstörbares Gefäß, also aus dünnem Plastik (wie z.B. einen Joghurtbecher) oder aus Papier (wie z.B. einen Fast-Food Getränkebecher). Dieses sollte so dimensioniert sein, dass das zu gießende Objekt bequem Platz darin findet, und so hoch sein, dass darüber ein Eingusskanal von einigen Zentimetern Höhe ausgeschnitten werden kann. Der Eingusskanal sollte aus folgendem Grund so hoch sein: Das geschmolzene Metall hat eine hohe Oberflächenspannung und braucht so beim Gießen einen gewissen Druck, um auch feine Strukturen auszufüllen. Ohne ausreichenden Eingusskanal würde unser Ergebnis runde Kanten haben, und z.B. die Riffelung würde nicht richtig abgebildet werden.
Am oberen Rand wird wie abgebildet ein Klebestreifen befestigt, und zwar so, dass er am Becherrand guten Halt findet, und in der Mitte senkrecht liegende Klebefläche hat.
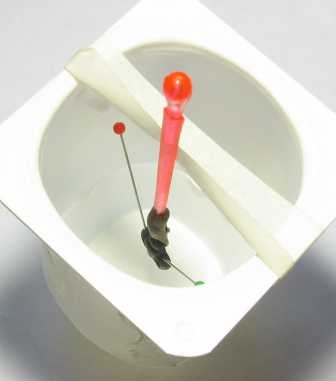
Unser vorbereitetes Teil wird nun so im Becher plaziert und mit dem Klebestreifen verbunden, dass es möglichst tief liegt, aber noch einen Abstand von etwa einem Zentimeter vom Boden hat. Die Köpfe der Nadeln sollten dabei nahe an den Seitenwänden des Bechers liegen.
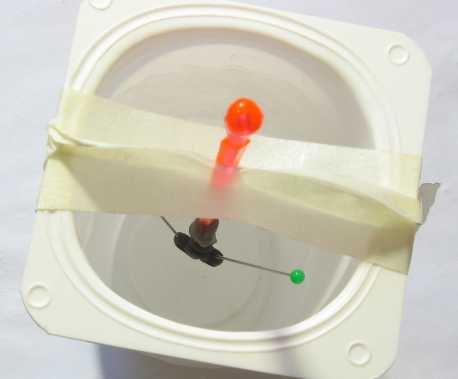
Mit einem zweiten Klebestreifen wird das Ganze nun fixiert, so dass es nicht durch den Auftrieb, den das Wachs in dem flüssigen Gips bekommt, zur Seite wegkippen kann.

Die Positionen der Nadeln werden mit einem Stück Klebestreifen oder (wie hier in der Abbildung) mit einem wasserfesten Stift markiert.
